Volumetric Efficiency: Why it Matters and How to Maximize It
by Randy Franiel, Compass Senior Accounts Manager, Canada
In the control and operation of a reciprocating gas compressor, the goal is efficiency: compressing the greatest volume of gas for the least cost.
Volumetric efficiency (VE) plays a key role in the overall efficiency of a compressor, but it’s an area that’s not sufficiently understood in the industry. VE may be defined as the ratio of the total cylinder volume of gas to the displacement the piston actually delivers.
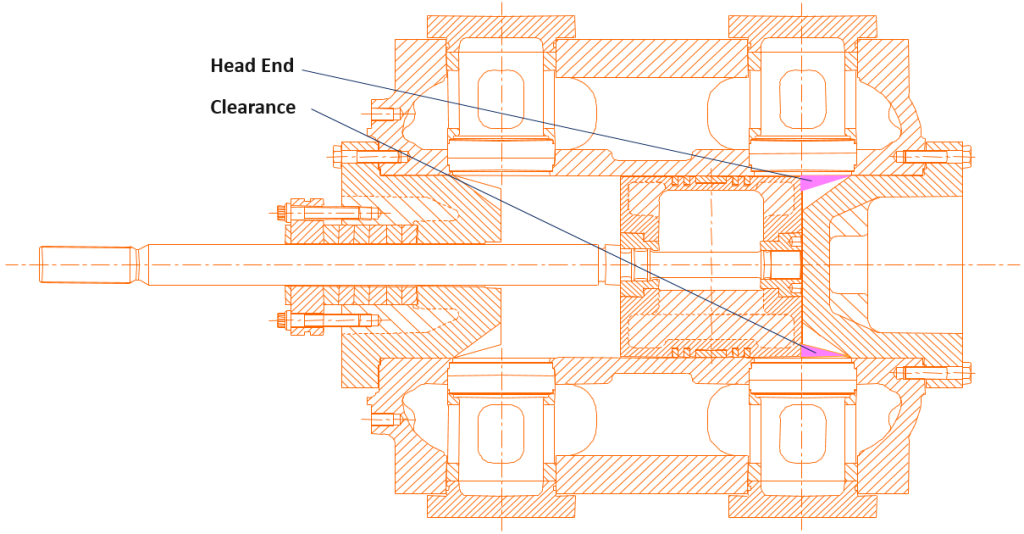
Several factors can affect VE, but the most important is re-expansion of the gas trapped in the clearance-volume space from the previous piston stroke. In effect, there’s a volume of gas that you’re compressing, decompressing, compressing, decompressing – over and over again.
A good cylinder design with minimal base clearance will have VE in the mid- to high-70% range. If volumetric efficiency is down in the mid-40% range, the equipment can exhibit what we in the industry call valve flutter. This is where the compressor valve plates inside the valves do not fully open or close on impact.
To picture the effect of valve flutter, think of swinging a baseball bat against a metal pole. When the bat strikes the pole, a high-frequency vibration travels up the bat. This happens because the bat does not reach a dead stop when it first hits the pole, but bounces just a little. Valve flutter is this bounce effect, and it’s one of the major contributors to poor performance of compression equipment. It also contributes to lowering the reliability of the unit, increasing the stress applied to the valve and damaging it over time, and causing additional wear to the plates and springs.
How can you improve a unit’s volumetric efficiency? If you are not limited by horsepower and you need to control capacity, the first change I typically look at is varying operating speed. This can both improve VE, and reduce wear and tear of the machine as the piston speed is slowed.
Varying operating speed can address a subpar VE in an operating unit, but appropriately sizing your equipment in the first place works even better.
If you select a cylinder that’s too large for the available HP of the driver, you will need to add additional clearance to unload the cylinder to suit the available horsepower. Selecting a cylinder that’s too large, and needing to unload or add clearance will reduce the VE. This is where experience comes into play.
There are literally thousands of combinations of frames, stroke lengths, cylinder sizes and driver RPMs that can be used for any application. Knowing how to apply all these combinations to best suit the application will result in a better design and higher VE.
The financial impact of poor VE is significant. Valve flutter can easily cost one or two days of downtime per year, bringing a huge cost via lost revenue to the producer. Improvement from a moderate VE rating to a higher VE rating can increase gas flow by 1% – 2%, and extend the overall life of the equipment.
The lower your volumetric efficiency, the greater the volume of gas you’re compressing over and over again. Time spent at the design stage to maximize volumetric efficiency delivers a powerful return on investment.
If you have questions about reciprocating compressors or gas compression,
please contact Randy Franiel by email or phone: 1-855-262-2487
Email Us
What you Need to Know About Reciprocating Gas Compressors
Have you read all the articles in our blog series?
Intro: What You Need to Know about Reciprocating Gas Compressors
Part 1: How a Fundamental Design Flaw Robs Your Profits
Part 2: Understanding the Importance of Shaking Forces
Part 3: Volumetric Efficiency: Why it Matters and How to Maximize It
Part 4: An Approach to Compressor Selection, and the #1 Issue to Watch For
Part 5: Your New Gas Compressor is Installed. Do THIS Before it Goes Online
Part 6: When Gas Compressors Operate Outside Design, Communication is Key